 简体中文
简体中文

에이 스탬프 철 개스킷 두 개의 결합 표면 사이에 안정적인 내압 밀봉을 생성하도록 설계된 철판을 정확한 모양으로 누르거나 스탬핑하여 제조된 밀봉 부품입니다. 이 가스켓은 고열 및 기계적 응력 하에서 내구성이 필수적인 자동차 엔진, 배기 시스템 및 산업 기계에 널리 사용됩니다. 비용 효율성과 긴 사용 수명 사이의 균형을 유지하는 씰링 솔루션이 필요한 경우 스탬프 철 개스킷이 실용적인 첫 번째 선택인 경우가 많습니다.
스탬프 철 개스킷이란 무엇입니까?
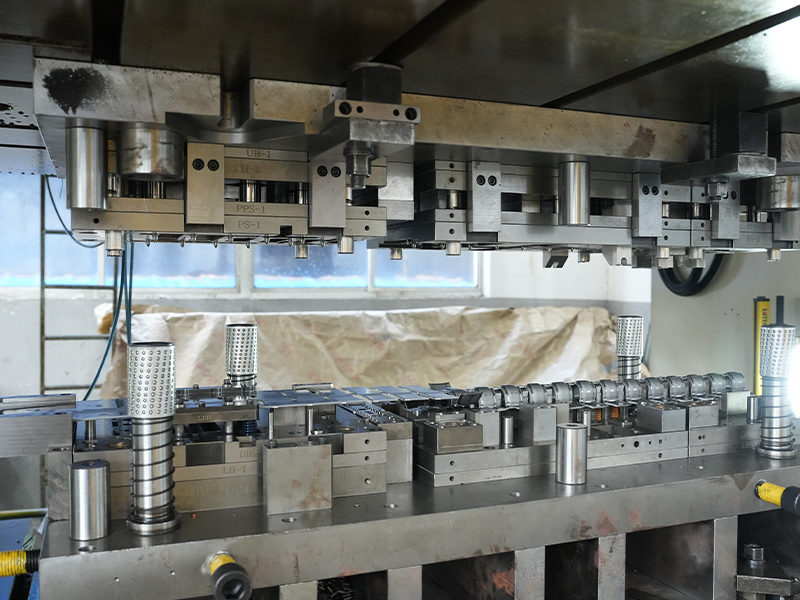
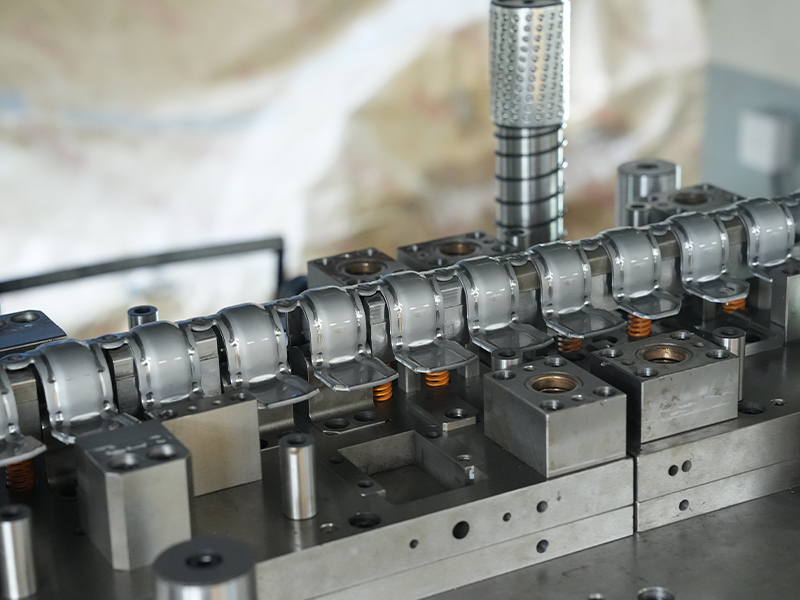
스탬핑 철 가스켓은 단일 또는 다단계 작업에서 가스켓을 절단하고 형성하는 다이 프레스를 통해 평철 또는 저탄소 강판을 공급하는 금속 스탬핑 공정을 사용하여 생산됩니다. 그 결과 엄격한 공차를 지닌 견고하고 치수적으로 일관된 구성요소가 탄생했습니다.
고무나 코르크로 만든 부드러운 개스킷과 달리 스탬프 철 개스킷은 조임력 하에서 금속의 제어된 변형에 의존하여 밀봉을 달성합니다. 불완전한 결합 표면에 대한 순응성을 향상시키기 위해 흑연, 섬유 또는 실리콘과 같은 부드러운 표면 재료를 철 캐리어에 접착하거나 코팅하는 경우가 많습니다.
주요 재료 특성
- 인장 강도: 일반적으로 300~500MPa 저탄소 스탬핑강용
- 작동 온도 범위: 최대 850°C(1,560°F) 철제 형태로
- 두께: 일반적으로 0.5mm ~ 3.0mm 응용 프로그램에 따라
- 작동 온도에서 오일, 냉각수 및 연료에 대한 우수한 내성
스탬핑 철 개스킷의 일반적인 유형
모든 스탬프 철 개스킷이 동일한 기능을 수행하는 것은 아닙니다. 디자인은 밀봉 환경과 결합되는 표면에 따라 상당히 다릅니다.
| 유형 | 건설 | 일반적인 응용 |
|---|---|---|
| 일반 스탬프 철 | 단층 베어 아이언 | 배기 플랜지, 매니폴드 연결 |
| 페이스스탬프 아이언 | 흑연 또는 섬유 표면을 가진 철 운반선 | 실린더 헤드, 밸브 커버 |
| 양각 스탬프 철 | 돌출된 씰링 비즈가 찍힌 다리미 | 오일 팬, 워터 펌프 하우징 |
| 골함석 개스킷 | 스프링과 같은 밀봉을 위한 물결 모양의 철 프로파일 | 고진동 파이프 플랜지 |
양각 개스킷은 과도한 볼트 토크를 요구하지 않고 돌출된 비드가 밀봉 압력을 집중시키는 낮은 클램핑 하중 어셈블리에 특히 효과적입니다. 이는 철 개스킷과 결합된 알루미늄 하우징의 일반적인 엔지니어링 균형입니다.
스탬프 철 개스킷 제작 방법
제조 공정은 완성된 개스킷의 밀봉 품질과 치수 정확도에 직접적인 영향을 미칩니다. 이를 이해하면 엔지니어가 올바른 공차와 코팅 요구 사항을 지정하는 데 도움이 됩니다.
- 블랭킹: 에이 coil of low-carbon steel or gray iron sheet is fed into a press, and a punch cuts the overall gasket outline.
- 피어싱: 볼트 구멍, 포트 및 기타 개구부는 동시에 또는 점진적인 다이 순서로 펀칭됩니다.
- 성형/엠보싱: 밀봉 구슬이나 주름이 필요한 경우 이 단계에서 표면에 스탬프를 찍습니다.
- 표면 처리: 개스킷은 인산염 처리되거나, 아연 코팅되거나, 열과 압력에 의해 접착되는 고무 또는 흑연으로 제공될 수 있습니다.
- 검사: 평탄도, 구멍 위치 및 두께는 도면 공차를 기준으로 측정됩니다. ±0.05mm .
프로그레시브 다이 스탬핑으로 대량 생산이 가능합니다. 단일 프레스 사이클로 분당 수백 개의 개스킷 , 기계 가공 또는 다층 강철(MLS) 대안에 비해 단가를 낮게 유지합니다.
스탬프 철 개스킷과 기타 개스킷 유형 비교
올바른 개스킷 유형을 선택한다는 것은 귀하의 응용 분야에서 가장 중요한 요소에 걸쳐 스탬프 철을 주요 경쟁사와 비교하는 것을 의미합니다.
| 가스켓 종류 | 최대 온도 | 순응성 | 비용 | 최고의 대상 |
|---|---|---|---|---|
| 스탬프 철 | 최대 850°C | 보통 | 낮음 | 배기, 매니폴드, 오일 팬 |
| 다층강(MLS) | 최대 1,000°C | 높음 | 높음 | 높음-performance cylinder heads |
| 복합/소프트 | 최대 400°C | 매우 높음 | 낮음–Medium | 낮음-pressure, low-temp sealing |
| 나선형 상처 | 최대 1,000°C | 높음 | 매우 높음 | 산업용 파이프 플랜지, 압력 용기 |
대부분의 표준 자동차 배기 장치 또는 액세서리 응용 분야의 경우 스탬프 철 가스켓은 최고의 가치를 제공합니다 . MLS 개스킷은 실린더 압력이 약 100bar를 초과하거나 표면 마감 요구 사항에 미크론 미만의 평탄도 공차가 요구되는 경우 필요합니다.
자동차 및 산업 분야의 주요 응용 분야
스탬핑된 철 개스킷은 적당한 비용으로 반복 가능하고 열에 안정적인 씰이 필요한 엔진과 기계 전체에 나타납니다.
에이utomotive Applications
- 배기 매니폴드 개스킷: 가장 일반적인 용도 중 하나입니다. 개스킷은 클램핑 하중을 잃지 않고 주변 온도와 600°C 이상 사이의 빠른 열 순환을 견뎌야 합니다.
- 밸브 커버 개스킷: 종종 주변에 오일 밀봉을 위한 실리콘 또는 고무 립이 있는 표면 스탬프 철 디자인이 사용됩니다.
- 오일 팬 개스킷: 양각 스탬프 철은 휘어지기 쉬운 크고 얇은 플랜지 전체에 일관된 압축을 제공합니다.
- 워터 펌프 및 온도 조절기 하우징 개스킷: 적당한 압력(일반적으로 2bar 미만)에서 냉각수 통로를 밀봉합니다.
산업용 애플리케이션
- 펌프 및 압축기 하우징: 스탬프 처리된 철 개스킷은 가공된 표면에 사소한 결함이 있을 수 있는 분할 하우징을 밀봉합니다.
- 보일러 및 열교환기 플랜지: 나선형 상처 솔루션 비용 없이 높은 온도 저항이 필요한 경우.
- 기어박스 커버: 얇은 양각 철 개스킷은 진동에 노출된 커버 조인트 전체에 오일 보유력을 유지합니다.
올바른 스탬프 철 개스킷을 선택하는 방법
잘못 선택하면 누출, 조기 고장 또는 불필요한 과잉 사양 및 비용이 발생합니다. 이러한 기준을 실용적인 체크리스트로 사용하세요.
결합 플랜지의 표면 마감
베어 스탬프 철 개스킷은 상대적으로 매끄러운 결합 표면이 필요합니다(일반적으로 Ra). 1.6~3.2μm . 표면이 더 거친 경우에는 미세 틈을 메우기 위해 흑연이나 섬유로 된 표면 개스킷이 필요합니다. 플랜지 표면 마감이 Ra 6.3 µm보다 나쁜 경우 대신 복합재 또는 MLS 개스킷을 고려하십시오.
작동 압력 및 온도
스탬프 철은 다음에 적합합니다. 최대 약 70bar의 압력 직면 구성에서. 그 외에도 개스킷은 지속적인 하중(크리프) 하에서 느슨해져 조임력이 손실되고 결과적으로 누출이 발생할 수 있습니다. 이 범위 이상의 고압 적용 분야에는 MLS 또는 나선형 권선 설계가 선호됩니다.
볼트 하중 및 플랜지 강성
주조 알루미늄 하우징에 일반적으로 사용되는 얇거나 유연한 플랜지는 양각 스탬프 철 개스킷의 이점을 누릴 수 있습니다. 돌출된 비드는 실링 응력을 국지화하여 플랜지 뒤틀림을 방지하기 위해 전체 볼트 토크가 낮게 유지되는 경우에도 효과적인 실링을 달성합니다. 경험상, 엠보싱 디자인은 플랜지 대 개스킷 강성 비율이 10:1보다 클 때 잘 작동합니다. .
유체 호환성
철은 엔진 오일, 냉각수(올바른 억제제 포함), 배기 가스 및 대부분의 연료와 호환됩니다. 그러나 순철은 저온 배기 장치에서 수분 응결로 인해 부식되기 쉽습니다. 그러한 경우에는 다음을 지정하십시오. 아연 인산염 또는 아연 도금 코팅 개스킷 수명을 연장합니다.
설치 모범 사례
잘 지정된 개스킷이라도 잘못 설치하면 조기에 실패할 수 있습니다. 안정적인 밀봉을 위해 다음 단계를 따르십시오.
- 결합 표면을 철저히 청소하십시오. 오래된 개스킷 재료와 실런트의 흔적을 모두 제거합니다. 작은 잔해라도 압축이 고르지 않고 국부적인 누출이 발생할 수 있습니다.
- 플랜지 평탄도를 확인하십시오. 직선자와 필러 게이지를 사용하십시오. 뒤틀림 초과 100mm당 0.1mm 플랜지 길이가 길면 스탬프 철 개스킷으로 인해 누출이 발생할 수 있습니다.
- 토크 볼트를 순서대로 조입니다. 에이lways follow the manufacturer's cross-pattern torque sequence and specified values. Over-torquing can crack the iron or permanently deform soft facings.
- 초기 열 사이클 후에 다시 토크를 가하십시오. 부드러운 표면은 첫 번째 열 주기 후에 안정됩니다. 첫 번째 실행 후 사양에 맞게 다시 토크를 가하면 조기 누출 위험이 줄어듭니다. 특히 배기 매니폴드 적용 분야에서 중요합니다.
- 압축된 개스킷을 재사용하지 마십시오. 스탬핑된 철 개스킷이 완전히 압축되고 열 순환되면 밀봉 비드 또는 표면이 영구적으로 설정됩니다. 재사용은 거의 항상 누출로 이어집니다.
실패한 스탬프 철 개스킷의 징후
고장 증상을 조기에 인식하면 플랜지, 나사산 및 인접 부품에 대한 2차 손상을 방지할 수 있습니다.
- 눈에 보이는 배기가스 배출: 플랜지 조인트에서 방사되는 검은 그을음 흔적은 연소 가스가 개스킷을 지나 빠져나가고 있음을 나타냅니다.
- 오일 또는 냉각수 누출: 개스킷 주변에 젖은 잔류물이 있으며 때로는 유체가 뜨거운 금속과 접촉할 때 타는 냄새가 동반됩니다.
- 에이udible ticking or popping noise: 에이 metallic ticking from the exhaust area, most prominent when the engine is cold, suggests a manifold gasket leak.
- 철 부식 및 균열: 제거된 개스킷에 녹이 슬거나 비드에 균열이 있는지 검사하십시오. 둘 다 서비스 수명이 끝났음을 나타냅니다.
대부분의 경우 스탬프가 찍힌 철 개스킷이 새어 나옵니다. 토크만 다시 조이는 것만으로는 안정적으로 재밀봉할 수 없습니다. . 필요한 경우 플랜지 검사 및 재포장 작업과 함께 새 개스킷으로 교체하는 것이 올바른 해결 방법입니다.











