 简体中文
简体中文

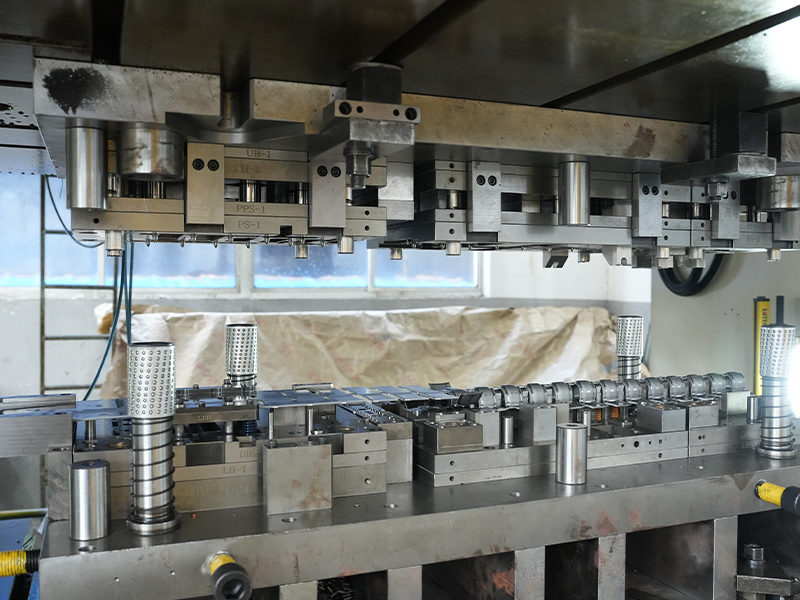
정밀 밸브 하우징 핵심 제조 기술
고정밀 스탬프 철 솔레노이드 밸브 하우징 복잡한 형상을 위한 프로그레시브 다이 스탬핑, 원통형 형태를 위한 정밀 딥 드로잉, 치수 정확성을 위한 다단계 성형이라는 세 가지 기본 제조 공정을 사용합니다. 이러한 프로세스는 다음의 허용 수준을 달성합니다. ±0.05mm 벽 두께 균일성을 유지하면서 ±0.02mm . 고급 툴링, 재료 과학 및 공정 제어의 결합을 통해 최대 작동 압력을 견딜 수 있는 하우징을 생산할 수 있습니다. 10MPa 그리고 온도 범위는 -40°C ~ 150°C .
복잡한 형상을 위한 프로그레시브 다이 스탬핑
프로그레시브 다이 스탬핑은 복잡한 기능을 갖춘 솔레노이드 밸브 하우징을 제조하는 기본 방법을 나타냅니다. 이 프로세스는 단일 다이 스테이션에서 수행되는 일련의 동기화된 작업을 통해 평평한 금속 스트립을 완성된 구성 요소로 변환합니다.
다이 설계 및 스테이션 구성
밸브 하우징 생산을 위한 일반적인 프로그레시브 다이에는 다음이 포함됩니다. 12~20개 스테이션 , 각각 특정 작업을 수행합니다.
- 파일럿 홀 및 안내 기능
- 블랭킹 및 피어싱 작업
- 성형 및 굽힘 순서
- 표면 마감을 위한 코이닝
- 절단 및 부품 분리
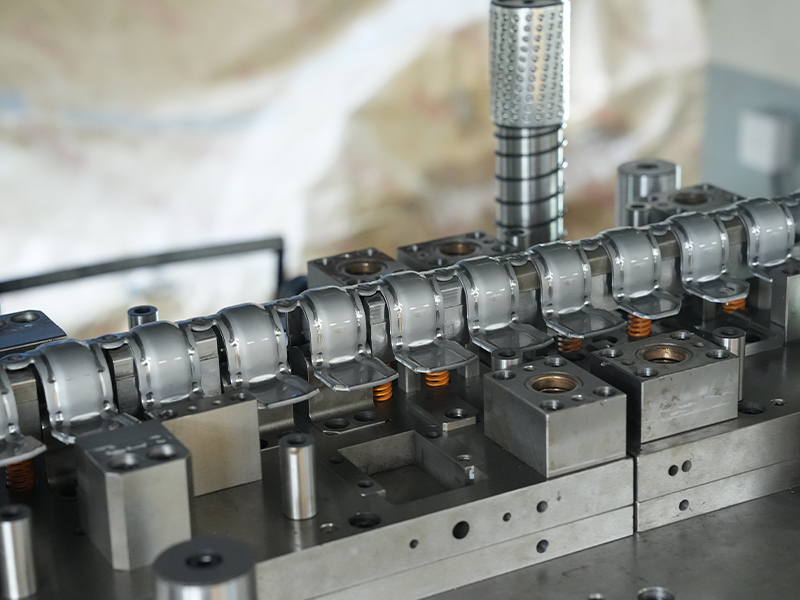
자재 흐름 및 스트립 관리
캐리어 스트립은 진행 과정 전반에 걸쳐 구성 요소 위치 지정 정확도를 유지합니다. 최적의 스트립 폭 비율은 다음과 같습니다. 1.2~1.5배 부품 폭을 줄여 재료 낭비를 최소화하면서 안정적인 운송을 보장합니다. 피드 진행 정밀도는 다음 이내로 유지되어야 합니다. ±0.02mm 모든 스테이션에 걸쳐 누적 공차 제어를 유지합니다.
원통형 하우징 형태의 정밀 딥 드로잉
딥 드로잉은 솔레노이드 밸브 하우징의 본체를 형성하는 원통형 또는 직사각형 인클로저를 만듭니다. 이 공정에서는 찢어짐, 주름 또는 두께 변화를 방지하기 위해 재료 변형을 주의 깊게 제어해야 합니다.
도면 비율 제한
밸브 하우징에 일반적으로 사용되는 저탄소강의 제한 인발비(LDR)는 일반적으로 다음과 같습니다. 2.0~2.3 첫 번째 추첨을 위해. 후속 다시 그리기 작업은 다음 비율을 달성합니다. 1.3~1.5 . 하우징 깊이가 다음을 초과하는 경우 50mm , 재료 연성을 회복하기 위해 중간 어닐링과 함께 여러 드로잉 단계가 필요합니다.
| 매개변수 | 첫 번째 추첨 | 두 번째 추첨 | 세 번째 추첨 |
|---|---|---|---|
| 드로잉 비율 | 2.0-2.3 | 1.3-1.5 | 1.2-1.3 |
| 블랭크 홀더 포스 | 프레스 용량의 15-20% | 프레스 용량의 12-18% | 프레스 용량의 10-15% |
| 펀치 속도 | 150-200mm/초 | 200-250mm/초 | 250-300mm/초 |
툴링 표면 요구 사항
펀치 및 다이 표면에는 다음 사이의 표면 거칠기 값이 필요합니다. Ra 0.4~0.8μm 마모를 방지하면서 마찰을 최소화합니다. 펀치 코너의 반경 전환은 유지되어야 합니다. 4~6회 응력 집중과 균열 위험을 줄이기 위해 재료 두께.
치수 정확도를 위한 다단계 냉간 성형
냉간 성형 작업은 초기 스탬핑 및 드로잉 공정 후에 하우징 형상을 개선합니다. 이러한 작업에는 솔레노이드 조립에 필요한 정확한 공차를 달성하기 위한 크기 조정, 코이닝 및 다림질이 포함됩니다.
벽 두께 조절을 위한 다림질
아이런닝은 벽 두께를 줄이는 동시에 높이를 높여 솔레노이드 애플리케이션의 자속 일관성에 중요한 균일성을 달성합니다. 일반적인 다림질 감소 범위는 다음과 같습니다. 20% ~ 30% 단계당 원래 벽 두께의 필요한 밸브 하우징의 경우 1.5mm 최종 벽 두께, 시작 물질 2.0mm 중간 응력 완화와 함께 두 번의 다림질 작업을 거칩니다.
표면 마감 및 디테일을 위한 코이닝
코이닝 작업은 장착 스레드, 밀봉 표면 및 식별 표시와 같은 미세한 세부 사항을 각인합니다. 이 프로세스는 다음과 같은 압력을 가합니다. 800~1200MPa , 표면 마감 생성 Ra 0.2~0.4μm 중요한 밀봉 영역에 대해. 압축된 재료 밀도는 다음과 같이 증가합니다. 2% ~ 5% , 강도와 내식성을 향상시킵니다.
재료 선택 및 준비
제조 공정은 적절한 재료 사양으로 시작됩니다. DC04 또는 DC05 등급과 같은 저탄소강은 솔레노이드 밸브 하우징에 대한 성형성과 강도의 최적 균형을 제공합니다.
기계적 성질 요구 사항
원자재 사양은 엄격한 매개변수를 충족해야 합니다.
- 항복 강도: 180~240MPa
- 인장 강도: 270~350MPa
- 신장: 최소 38%
- r-값(소성 변형률): 최소 1.8
- n-값(변형 경화 지수): 0.18~0.24
표면 품질 및 윤활
들어오는 재료는 아래의 표면 거칠기를 나타내야 합니다. 라 1.6μm 결함을 초과하지 않고 0.1mm 깊이. 인산염 변환 코팅과 비누 윤활제를 사용한 사전 윤활은 마찰 계수를 감소시켜 0.08~0.12 , 표면 손상 없이 복잡한 성형이 가능합니다.
열처리 및 응력 완화
냉간 가공에서는 치수 안정성과 자기 특성에 영향을 미치는 잔류 응력이 발생합니다. 제어된 열처리 공정은 기하학적 정밀도를 유지하면서 재료 특성을 복원합니다.
공정 간 어닐링
딥 드로잉 단계 사이에서 배치 어닐링 680°C ~ 720°C 에 대한 2~4시간 입자 구조를 재결정화합니다. 이 처리는 경도를 감소시킵니다. 85HRB 에 55HRB , 균열 없이 후속 성형 작업이 가능합니다. 보호 대기 제어는 산화를 방지하고 후속 처리를 위한 표면 품질을 유지합니다.
최종 스트레스 해소
최종 스트레스 해소 550°C ~ 600°C 에 대한 1~2시간 중요한 응용 분야의 치수를 안정화합니다. 이 처리는 다음과 같은 방법으로 잔류 응력 수준을 감소시킵니다. 70% ~ 85% , 가공 또는 조립 작업 중 뒤틀림을 방지합니다.
품질 관리 및 검사 프로토콜
제조 정밀도는 여러 단계에서 포괄적인 검사가 필요합니다. 통계적 공정 관리를 통해 위의 능력 지수(Cpk)를 유지합니다. 1.33 에 대한 critical dimensions.
공정 중 모니터링
프로그레시브 다이에는 센서 모니터링이 통합되어 있습니다.
- 펀치력 변화(공차 ±5% )
- 스트립 공급 정확도(매 스트로크마다 모니터링됨)
- 부품 배출 확인
- 도구 온도(알람 시간 80°C )
치수 검증
3차원 측정 기계는 샘플 주파수의 임계 치수를 확인합니다. 30분마다 생산이 진행되는 동안. 주요 측정에는 내경(공차)이 포함됩니다. ±0.03mm ), 동심도( 0.05mm TIR ) 및 장착면의 직각도( 0.02mm ).
기능 테스트
샘플 하우징은 다음에서 압력 테스트를 거칩니다. 1.5배 최대 작동 압력 30초 최소 기간. 누출율은 다음을 초과해서는 안 됩니다. 1×10⁻⁴mbar·l/s 헬륨 질량 분석기로 테스트했을 때.
표면 마감 및 보호
최종 표면 처리는 내식성과 작동 유체와의 호환성을 보장합니다. 마감재 선택은 특정 적용 환경에 따라 다릅니다.
아연 기반 코팅
전기도금된 아연 코팅 8~12μm 두께는 희생적인 부식 방지 기능을 제공합니다. 3가 크롬 화합물을 사용한 패시베이션 처리로 염수 분무 저항성이 향상됩니다. 240시간 ASTM B117 테스트에 따라.
유기 코팅
분말 코팅 응용 분야 60~80μm 두께는 내화학성과 전기 절연성을 제공합니다. 경화 시간 180°C~200°C 코팅 접착력 등급을 보장합니다. 5B ASTM D3359 크로스해치 테스트에 따라.
프로세스 통합 및 자동화
현대 제조는 자동화된 전송 시스템을 통해 여러 프로세스를 통합합니다. 스탬핑 프레스, 열처리로 및 마무리 스테이션 간의 로봇 핸들링은 생산 속도를 유지하면서 핸들링 손상을 줄입니다. 시간당 800~1200개 .
이송 시스템 설계
3축 이송 시스템은 다음과 같은 위치 정확도로 작업 간 부품을 이동합니다. ±0.05mm . 진공 또는 자석 그리퍼 선택은 부품 형상 및 표면 마감 요구 사항에 따라 달라집니다. 전송 타이밍은 프레스 주기와 동기화되어 유휴 시간을 최소화합니다.
데이터 통합
제조 실행 시스템은 각 작업에서 프로세스 매개변수를 수집하여 완전한 추적성 기록을 생성합니다. 이 데이터를 사용하면 치수 변화가 발생할 때 신속한 근본 원인 분석이 가능해 문제 해결 시간이 단축됩니다. 60% ~ 75% 격리된 프로세스 모니터링과 비교됩니다.
일반적인 결함 및 예방 전략
잠재적인 제조 결함을 이해하면 공정 조정을 통해 사전 예방이 가능합니다.
| 결함 유형 | 원인 | 예방 방법 |
|---|---|---|
| 주름 | 블랭크 홀더 힘이 부족함 | 힘을 10-15% 증가시킵니다. |
| 찢어짐 | 과도한 드로잉 비율 | 중간 어닐링 단계 추가 |
| 스프링백 | 높은 재료 강도 | 2~3도 정도 오버벤드 |
| 짜증나는 | 공구-재료 접착 | 공구에 PVD 코팅 적용 |
툴링 유지보수 및 수명 관리
툴링은 밸브 하우징 제조에 있어 가장 큰 자본 투자를 의미합니다. 적절한 유지 관리는 품질 일관성을 유지하면서 다이 수명을 연장합니다.
다이 재료 선택
펀치 및 다이 부품은 마모가 심한 부분에 DC53 또는 SKH-51과 같은 공구강을 사용합니다. 경도 사양 범위는 다음과 같습니다. 58~62HRC 에 대한 cutting edges and 60~64HRC 에 대한 forming surfaces. Submicron carbide inserts extend life in critical wear zones by 300% ~ 500% .
유지보수 일정
예방적 유지보수는 정의된 간격으로 수행됩니다.
- 매일: 손상 여부를 청소하고 검사합니다.
- 주간: 중요한 차원 측정
- 월간: 반경 연마 및 절삭날 재연마
- 분기별: 완전 분해 및 코팅 갱신
잘 관리된 프로그레시브 다이는 다음과 같은 목표를 달성합니다. 500만 ~ 1000만 마모 진행을 관리하는 개별 부품 교체를 통해 대대적인 보수 작업 전에 스트로크를 처리합니다.











